- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

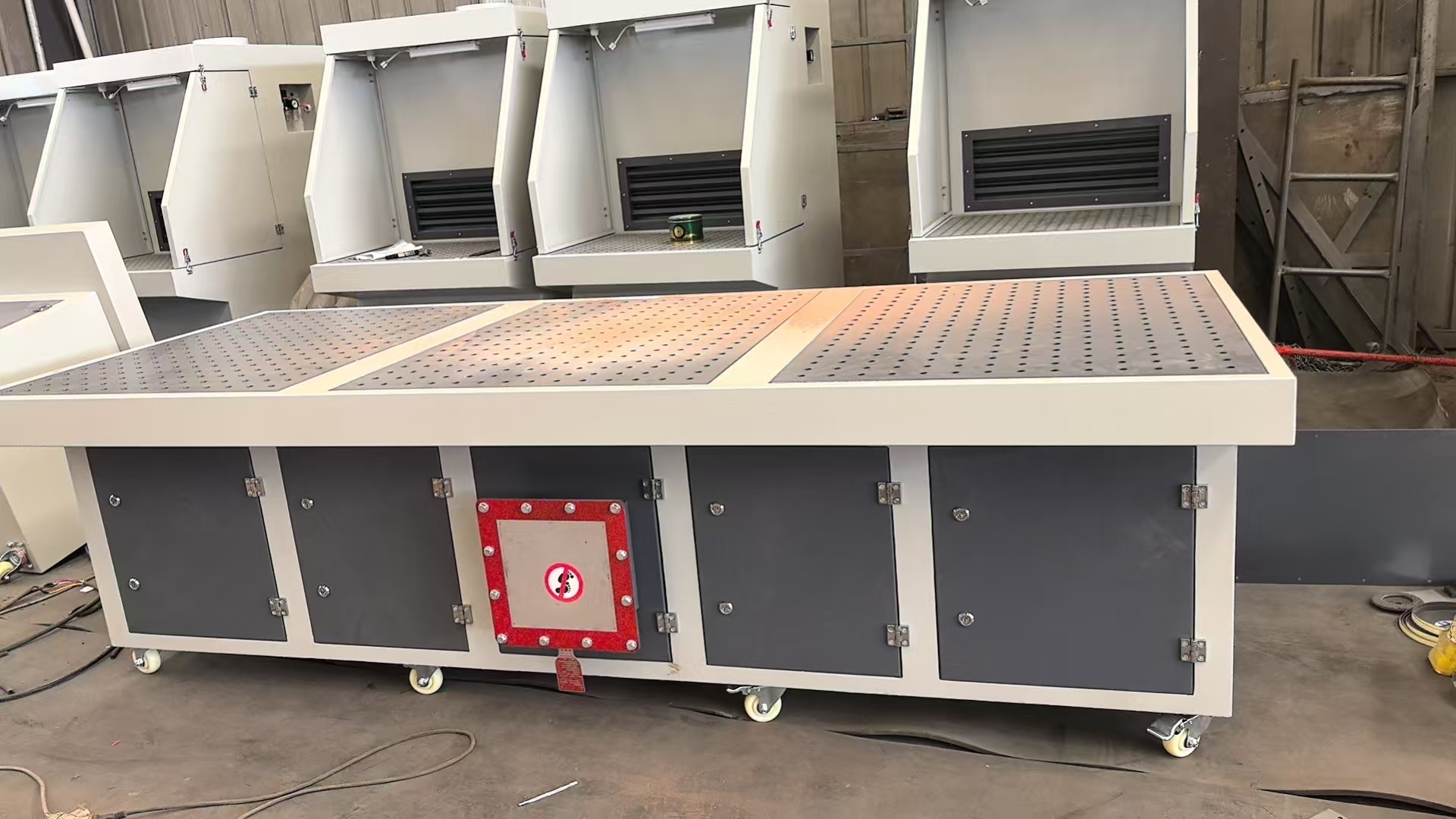
Що таке поштове обслуговування плоских вакуумних шліфувальних столів?
Плоскі вакуумні столи, що виробляються нашим заводу, є гнучкими, високою точністю видалення пилу та розумною ціною.
Щоденне обслуговування рівномірний Столи вакуумумає вирішальне значення для стабільності, терміну служби та ефективності роботи обладнання. Нижче наведені пропозиції з технічного обслуговування на основі загальної логіки технічного обслуговування обладнання, яка застосовується до більшості типів плоских столів вакуумних шліфувань:
1. Основне очищення та обслуговування
Очищення поверхні
Після щоденного відключення використовуйте суху м’яку тканину або стиснене повітря (тиск повітря ≤ 0,4 мПа) для видалення пилу та сміття з поверхніПлоскі вакуумні столиі площа подрібнення, щоб уникнути накопичення частинок, що впливає на роботу компонентів.
Робоча поверхня шліфувального столу (наприклад, шліфувальні диски та шліфувальні прокладки) потрібно очистити спеціальними інструментами (наприклад, скребками та м'якими пензликами) для видалення залишкових абразивів, щоб запобігти пошкодженню заготовки або обладнання після затвердіння.
Обслуговування системи видалення пилу
Фільтр-елемент/очищення екрана фільтру: Відповідно до концентрації пилу, використовуйте стиснене повітря, щоб підірвати елемент фільтра пилу (дме зсередини назовні) кожні 1-3 дні, щоб зняти прикріплений пил; Якщо це екран паперу або волоконного фільтра, перевірте його раз на місяць і замініть його, якщо він серйозно заблокований (зверніться до посібника з обладнання для конкретних циклів).
Чистка пилу/прибирання сумки: скиньте пил вчасно перед кожною повною коробкою, щоб уникнути переповнення пилу та вплинути на всмоктування; Після скидання перевірте, чи пошкоджена герметична смуга для запобігання витоку пилу.
Огляд вентиляторів: стежте за тим, чи є шум вентилятора ненормальним під час роботи, і регулярно протріть пил на поверхні вентилятора, щоб запобігти динамічному дисбалансу.
2. Перевірка та змащення ключових компонентів
Шліфувальна система
Шліфувальний диск/шліфувальне колесо: перевірте ступіньПлоскі вакуумні столи Поверхневий знос щодня. Якщо є очевидні канавки або тріщини, замініть їх вчасно; Фіксуючі болти/пряжки потрібно затягувати раз на тиждень, щоб запобігти розгубленню та вібрації.
Керівний механізм (наприклад, направляючі рейки, гвинти): протріть поверхню направляючої рейки чистою ганчіркою для зняття пилу та подрібнення сміття та нанесення спеціальної направляючої масляної масла раз на тиждень (мастило повинно бути обраний відповідно до матеріалу обладнання, щоб уникнути корозії).
Деталі передачі
Ремінь/ланцюг: перевірте герметичність ременя (натисніть на середину пальцем, дроп повинен бути ≤10 мм) і вчасно замінити його, якщо на поверхні є тріщини або старіння; Крапоть мастила на ланцюг кожні два тижні, і під час роботи не повинно бути ненормального шуму.
Коробка/підшипник передач: замініть масло передач після перших 50 годин роботи коробки передач та перевіряйте рівень масла та якість масла кожні півроку після цього; Додайте жир на основі літію до підшипної частини раз на місяць (уникайте надмірного розсіювання тепла).
Система управління
Електричні компоненти: Використовуйте ізоляційну щітку для очищення пилу в коробці управління щотижня, перевіряйте, чи є термінал пухким, і чи окислюються контакти контактора (можна витерти алкогольні бавовняні кульки).
Датчик: Зберігайте поверхню датчиків, таких як перемикачі близькості та перемикачі проїзду чистими, щоб уникнути блокування пилу сигнал, і регулярно перевіряти чутливість.
3. Моніторинг стану експлуатації
До початку перевірки
Підтвердити, що трубопровід для видалення пилу не має вигинів або витоків повітря, і всі захисні обкладинки встановлені на місці; Перед тим, як увімкнути живлення, оберніть шліфувальний диск вручну, щоб перевірити, чи застряг.
Спостереження під час роботи
Зверніть увагу на амплітуду вібраціїПлоскі вакуумні столи (Значення вібрації становить ≤0,5 мм/с під час нормальної роботи). Якщо вібрація посилюється, машину потрібно вимкнути, щоб перевірити баланс шліфувального диска або затягування якоря.
Контролюйте тиск повітря системи видалення пилу (значення датчика тиску повинно бути в межах номінального діапазону). Раптове падіння тиску повітря може бути спричинене блокуванням фільтрів або витоком труби.
Технічне обслуговування після відключення
До тривалого відключення (більше 24 годин) робочу поверхню шліфувального столу необхідно витерти чисте та іржаве масло, яке наноситься для запобігання вологи та іржі; Вимкніть основний перемикач після вимкнення живлення.
4. Безпека та запобіжні заходи
Перед технічним обслуговуванням не забудьте вимкнути потужність і повісити попереджувальний знак "без закриття", щоб запобігти випадковому запуску.
Замінюючи такі аксесуари, як елементи фільтру та шліфувальні диски, використовуйте оригінальні технічні характеристики або сертифіковані замінники, щоб уникнути проблем сумісності.
У вологому середовищі регулярно перевіряйте вологостійкі заходи електричних компонентів та встановлюйте пристрої для дегумітифікації, якщо це необхідно.
Встановіть обліковий запис записів технічного обслуговування для запису часу та стану кожної заміни очищення, змащення та компонентів для полегшення відстеження циклів технічного обслуговування.
5. Ненормальна обробка ситуації
Деградація ефекту видалення пилу: Спочатку перевірте, чи блокується елемент фільтру і чи протікає трубопровід, а потім підтвердьте, чи нормальна швидкість вентилятора (може бути спричинена розпушуванням ременя або відмовою двигуна).
Ненормальна точність шліфування: Перевірте площину шліфувального диска, незалежно від того, чи фіксація заготовки є вільною, чи носять механізм направляючого (наприклад, відхилення прямих рейок).
Ненормальний шум або перегрів: ЗупинітьПлоскі вакуумні столинегайно і перевірте деталі передачі (наприклад, зношування підшипника, погані передачі) або проблеми з розсіюванням тепла двигуна (очистіть пил вентилятора двигуна).
Вищезазначені заходи технічного обслуговування можуть ефективно зменшити збої обладнання та продовжити термін служби, забезпечуючи при цьому точність шліфування та чистоту навколишнього середовища. Конкретна операція повинна поєднуватися з інструкціями, наданими виробником обладнання, для регулювання деталей технічного обслуговування для спеціальних конструкцій (таких як мокрі таблиці шліфування та системи видалення пилу).